关于 PTC Creo Mold Analysis:
Creo Mold Analysis (CMA) 是注射成型模拟应用程序。可以使用 CMA 来校验零件设计的制造可行性,以避免出现成型方面的缺陷。最常见的成型问题是型腔填充不完全、熔接痕位置不当以及壁厚不合适。
可使用独特的网格自动剖分功能来准备可在更短时间内完成分析的模型。此外,CMA 将根据可能的熔接痕位置、困气位置以及所需的锁模力提供产品设计方面的建议。
流动行为
型腔填充是注射成型过程中的一个重要步骤。在填充过程中,熔体前沿以三维瞬态形式移动。非牛顿流体流动和耦合热传递可导致填充过程中出现问题。在填充过程中,可能会因以下原因产生产品缺陷:
•设计缺陷
•工艺不当
•材料不当
塑料熔体往往容易朝型腔中阻力最小的方向流动。下图显示了填充过程中的流动行为。箭头用于指示流动方向。塑料熔体向前的速度越快,则表示流动的阻力越小。
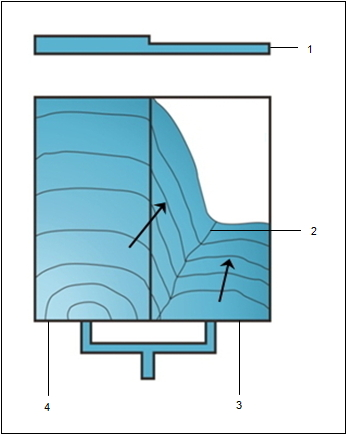
1.厚度分布
2.熔接痕
3.流动阻力较大区域
4.流动阻力较小区域
塑料熔体的黏度用于度量流动阻力。高黏度将增大流动阻力。因此,应仔细分析影响塑料熔体黏度的因素。影响黏度的因素包括局部温度、热传递率、剪切速率和零件厚度。这些因素均可用于优化填充过程。
零件厚度是最重要的因素。塑料零件较厚的部分将产生较小的流动阻力,因而会使塑料熔体更易于流动。此外,因为热塑性塑料的热导率不佳,所以较厚的部分难以导热。因此,越厚的部分温度就越高。同样,塑料熔体越薄的部分温度就越低,且流动阻力也越大。
在填充过程中,应注意以下内容:
•因填充不完全导致的短射情况
•是否存在迟滞
•出现的熔接痕和困气及其所在位置
•因多浇口导致的流动不平衡行为
•填充过程中的温度分布和变化情况
•主流道压力和锁模力的大小
应检查以下由于熔体前沿的细节所导致的问题:
•针对流动性检查填充模式。
•检查型腔或短射的填充不完全情况。
•检查流动不平衡情况。
•确定熔接痕和困气的位置。
•检查每个浇口的流动贡献度。
•检查浇口位置是否正确,以便可以平衡流动和消除熔接痕。
关于查看结果:
可使用以下选项使注射成型分析结果可视化并对其进行解释:
•“分析结果”(Analysis Results) 选项 -“分析结果”(Analysis Results) 组中包含多个结果选项,例如,“成型性”(Moldability)、“熔体前沿时间”(Melt Front Time)、“困气”(Air Trap) 和“熔接痕”(Weld Line)。单击各个选项可分别对结果进行分析。结果将以颜色分布加以显示。
•“X-Y 坐标图”(X-Y Plot) 选项 - 单击“X-Y 坐标图”(X-Y Plot) 组中的某个选项以观察注射成型过程中相对于时间的物理变化。可以分析主流道压力图、锁模力图和流动速率图。
•“结果诊断”(Results Advisor) 对话框 - 单击“结果诊断”(Results Advisor) 以查看在分析中发现的潜在问题。“结果诊断”(Results Advisor) 对话框中包含检测到的失败的解决方法链接。
•“视图控制”(View Control) 对话框 - 使用“视图控制”(View Control) 对话框中的功能可查看内部变化情况。可以动画显示流动模式,且其播放速度和帧步长均可调。
要查看结果:
•要查看模型的颜色分布结果,请执行以下操作:
a.从“分析设置”(Analysis Setup) 对话框中选择一个分析并激活。
b.在“分析结果”(Analysis Results) 组中单击以下选项之一:
▪“成型性”(Moldability)
▪“熔体前沿时间”(Melt Front Time)
▪“困气”(Air Trap)
▪“熔接痕”(Weld Line)
▪“缩痕”(Sink Mark)
▪“压力”(Pressure)
▪“温度”(Temperature)
▪“中心温度”(Center Temperature)
▪“体表温度”(Bulk Temperature)
▪“最大剪切速率”(Maximum Shear Rate)
▪“最大剪应力”(Maximum Shear Stress)
▪“固化层比例”(Frozen Layer Ratio)
▪“最大冷却时间”(Maximum Cooling Time)
▪“速度矢量”(Velocity Vector)
▪“体积收缩”(Volumetric Shrinkage)
▪“浇口贡献”(Gate Contribution)
▪“材料方向”(Material Orientation)
结果在图形窗口中将显示为颜色分布。
c.再次单击该选项可隐藏颜色分布结果。
•要查看模型的 X-Y 图结果,请执行以下操作:
a.选择并激活要查看其结果的分析。
b.在“X-Y 坐标图”(X-Y Plot) 组中单击以下选项之一:
▪“主流道压力”(Sprue Pressure)
▪“锁模力”(Clamping Force)
▪“流动速率”(Flow Rate)
相应结果的曲线将显示在图形窗口中。
c.再次单击该选项可隐藏 X-Y 图。
要使用视图控制选项查看结果:
1.从“分析设置”(Analysis Setup) 对话框中选择一个分析并激活。
2.在“分析结果”(Analysis Results) 组中单击一个结果选项,然后单击 “视图控制”(View Control)。随即显示“视图控制”(View Control) 对话框。
3.使用“视图控制”(View Control) 中的函数以不同的表示查看结果:
◦“截面”(Section) 选项卡 - 选择以下其中一个截面视图选项以查看内部变化。
▪“剪切”(Clipping) - 通过键入方程变量的值定义剪切平面。
▪“层切”(Slicing) - 通过键入方程变量的值定义层切平面。
▪“等位面显示”(Isosurface display) - 显示模型中某个值的等位面。等位面上所有点的结果值均相同。
◦“图例”(Legend) 选项卡 - 调整颜色图例的设置。
◦“动画”(Animation) 选项卡 - 通过使用动画检查流动模式。
▪“显示速度”(Display speed) - 调整滑块以提高或减慢动画播放速度。
▪“显示步骤”(Display step) - 调整值的大小以扩大或减少每帧的步长百分比。
▪“当前步骤”(Current step) - 调整值的大小以查看特定时刻的结果。
▪“播放”(Play) - 单击  播放动画。当前步长会自动同时发生更改。
播放动画。当前步长会自动同时发生更改。
▪“暂停”(Pause) - 单击  即刻停止动画。
即刻停止动画。
▪“停止”(Stop) - 单击  在填充过程结束时停止动画。
在填充过程结束时停止动画。
PS:选项的可用性取决于选择的结果。
4.单击“关闭”(Close),关闭对话框。
要生成报告:
生成报告之前,请从“分析设置”(Analysis Setup) 对话框 (“模具分析”(Mold Analysis) > “分析”(Analysis)) 中选择要创建报告的分析。
1.单击 “生成报告”(Generate Report)。随即显示“创建报告”(Create Report) 对话框。
2.[可选] 在“报告信息”(Report information) 下,输入需要在输出报告中使用的信息。可输入细节,例如报告标题、公司名称和公司徽标。
3.在“报告路径”(Report path) 下,单击“浏览”(Browse),然后指定用于保存报告的路径。
4.在“报告类型”(Report type) 下选择报告的格式。
5.如果希望生成的报告包含结果说明,请选中“分析结果说明”(Analysis results description) 复选框。
6.单击“确定”(OK) 生成报告。将在指定位置将报告另存为 Microsoft PowerPoint (.pptx) 或 HTML 文件。
关于结果诊断:
单击 “结果诊断”(Results Advisor) 查看在分析中发现的问题。“结果诊断”(Results Advisor) 对话框将显示以下内容:
“发现的问题”(Found Issues) - 将列出执行模具分析时发现的问题。单击某个失败以查看其说明、解决方案和动画。
“问题说明”(Problem Description) - 将显示选定问题的说明。
“预览”(Preview) - 将显示选定失败的动画。
“建议解决方案”(Suggested Solutions) - 将显示选定失败的相应解决方法。
依照解决方法中建议的方式更新分析,然后重新运行分析。
关于模具分析结果:
|
结果
|
说明
|
|---|---|
|
成型性
|
成型性结果将显示在常规注射成型条件下在型腔区域中填充塑料熔体的容易程度。
良好 – 熔体将完全填充区域。熔体前沿温度远高于固化温度。
中 – 熔体可能很难填充区域且零件可能会存在质量问题。熔体前沿温度略高于固化温度。
低 – 熔体很难填充区域且零件可能会存在质量问题。熔体前沿温度接近固化温度。
|
|
熔体前沿时间
|
“熔体前沿时间”结果将显示填充过程中相对于时间的流动模式。
|
|
困气
|
困气结果将显示可能会产生困气的位置。熔体前沿因聚集会形成小气泡,从而产生困气。它可能会出现在型腔内的多个位置。
|
|
熔接痕
|
熔接痕结果将显示指示较弱结构的潜在点的熔接痕。熔接痕越深,结构就越不稳固。
|
|
缩痕
|
缩痕是铸模零件曲面上的凹陷。尽管缩痕不影响零件的强度或功能,但被认为是严重的质量缺陷。在冷却过程中,收缩产生的内压导致内部塑料收缩和实体化曲面层变形时,将会出现缩痕。
缩痕结果将显示整个型腔曲面内可能的缩痕位移。较高的值表示收缩程度大。可通过减小填充时间来补偿塑料收缩,从而消除缩痕。
|
|
压力
|
压力结果将显示填充结束时塑料的压力分布情况。
|
|
温度
|
温度结果将显示填充结束时塑料的温度分布情况。
|
|
最大剪切速率
|
该结果将显示填充过程中记录的每个元素的剪切速率峰值。
剪切速率是指加工聚合物时材料的剪切变形速率。剪切速率分布与速度梯度和分子取向的变化相关。剪切速率高容易导致分子链严重变形。甚至能使零件发生断裂和降低零件的强度。应观察因剪切速率高而导致的粘性温度升高情况。
|
|
最大剪应力
|
该结果将显示填充过程中记录的每个元素的剪应力峰值。
可使用该结果来确定成品零件的最大剪应力是否超出了允许的最大剪应力。
|
|
固化层比例
|
“固化层比例”结果将显示填充结束时,固化塑料相对于零件厚度的体积百分比。
|
|
最大冷却时间
|
该结果将显示零件厚度方向上的最大冷却时间。这是基于填充结果得出的估计值。该值将为模具设计的冷却槽布局提供一些参考。
|
|
速度矢量
|
速度矢量结果将显示填充结束时塑料熔体的速度矢量。
|
|
体积收缩
|
体积收缩结果将显示当填充结束后,零件从高温高压冷却至环境温度和环境压力下时,零件体积百分比变化的分布情况。
|
|
浇口贡献
|
浇口贡献结果将显示填充结束时每个浇口的注入塑料熔体的体积贡献度。结果值为百分比形式。要获得经过优化的结果,需要获得平衡的浇口贡献
|
|
“纤维方向”
|
纤维方向结果可显示塑料熔体内的方向分布。
|
|
材料方向
|
材料方向结果将显示塑料熔体的方向矢量分布情况。
|
|
主流道压力图
|
主流道压力图是主流道压力相对于填充时间的图形。
|
|
锁模力图
|
锁模力图是锁模力相对于填充时间的图形。
|
|
流动速率图
|
流动速率图是所有浇口的流动速率之和相对于填充时间的曲线图。
|
熔体前沿时间结果:
应多加注意熔体前沿时间结果的颜色梯度。如果某一区域的颜色发生了巨大变化,则表示该区域的流动速度低于其他区域。经过优化的“熔体前沿时间”结果将显示每个浇口的平衡流动贡献度。所有随动路径均同时到达型腔壁。可从“熔体前沿时间”结果中发现以下问题:
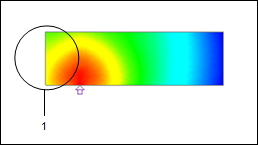
•迟滞 - 如果区域中的颜色发生巨大变化,则表示型腔中的流动速度低,从而导致了流动迟滞。在极端情况下,迟滞可能导致零件曲面出现迟滞痕迹,甚至会造成短射。
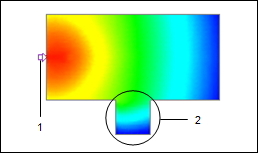
1.浇口
2.迟滞区域
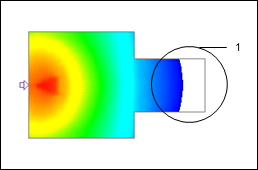
•熔接痕 - 在填充过程中,当两个不同的熔体前沿呈锐角形式的连接时,将形成熔接痕。熔接痕可降低成品的强度并产生曲面缺陷。
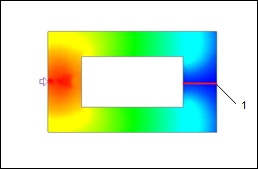
1.熔接痕
•困气 - 困气由可形成小气泡的熔体前沿聚集而成。它可能会出现在型腔内的多个位置。
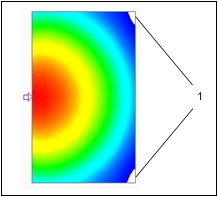
1.困气
•短射 - 模型在填充结束时填充不完全可能会导致短射。
1.短射
•过保压 - 某些随动路径先于其他路径填充完全。继续使用额外塑料熔体填充这些填充的随动路径,直到整个型腔填充完全。随动路径填充过满的条件称为过保压。
1.过保压区域
•跑道效应 - 塑料熔体以不同的速度在每条随动路径上移动。壁较厚区域的流动阻力低于壁较薄区域的流动阻力,因此,熔体在壁较厚区域的流速会更快。如果随动路径较长,则较薄区域可能会出现熔体回填的情况。回填可能会导致困气和熔接痕。下图显示了跑道效应。主视图显示了熔体前沿的速度差异。侧视图显示了模型的厚度分布。
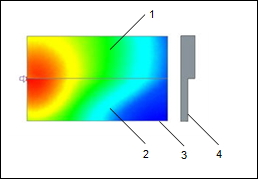
1.流动阻力较小区域
2.流动阻力较大区域
3.主视图
4.侧视图
压力结果:
压力结果将显示填充结束时塑料的压力分布情况。可借助压力结果来确定以下注射成型问题:
•短射 - 应分析压力传递条件。型腔厚度会限制注射压力向型腔中的传递。注射压力将驱动塑料熔体,减小型腔厚度可能会导致短射。
•过保压 - 可通过分析熔体前沿时间和压力结果更精确地预测过保压。过保压主要由流动不平衡所致,可通过“熔体前沿时间”结果进行观察。如果流动不平衡,请检查早期填充的随动路径中的压力是否过高以确定过保压。
可修改设计或分析设置以修复成型方面的问题。
温度结果:
温度结果将显示填充结束时塑料的温度分布情况。可借助温度结果发现以下问题:
•确定高摩擦生热区域 - 浇口附近和厚度较小区域的流动阻力将变得非常高。流动阻力较大将导致塑料熔体的摩擦生热。应借助温度结果检查浇口和厚度较小区域附近是否出现任何温度升高现象。
•请检查温度变化是否与加工条件和设计中的更改相对应 - 可修改产品设计或加工条件以获得优化结果。因此,如果更改壁厚,则温度分布将会更改,因为较厚的型腔很难向模具中散热。
可修改设计或分析设置以修复成型方面的问题。
中心温度结果
中心温度结果将显示填充结束时沿厚度方向中间层的熔体温度。中心温度是传递给新热熔体的热能的指示器。如果中心温度过低,则会发生流动迟滞,此现象可导致短射问题。
体表温度结果
体表温度是在填充过程结束时沿厚度方向的速度加权平均熔体温度。计算体表温度 (T体表) 的方程如下:
假设模型厚度的方向为
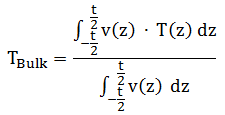
其中 t 为模型的厚度,v 为熔体的速度,T 为熔体的温度。
结果将忽略固化层的温度贡献。可从此结果中观察热对流和粘滞发热的效果。体表温度将显示热对流对迟滞和粘滞发热区域温度分布的效果。
体表温度分布将反映随动路径的趋势,因此也将反映压力传递的实际路径。
固化层比例结果:
固化层比例是型腔侧与型芯侧的固化层厚度与零件厚度之比。“固化层比例”结果将显示填充结束时,固化塑料相对于零件厚度的体积百分比。随着零件的实体化,该值逐步变为 100。
由于实体化 (由冷却所导致),将在型腔曲面附近形成固化层。固化塑料厚度的增大将减小沿随动路径的横截面的面积,因此将增大流动阻力和主流道压力。
较厚的固化层可降低形成缩痕的几率,但是会增大形成空洞的几率,因为实体化塑料较难变形。固化层比例也将影响残余应力和流动方向。
体积收缩结果:
体积收缩结果将显示当填充结束后,零件从高温高压冷却至环境温度和环境压力下时,零件体积百分比变化的分布情况。对体积收缩的计算基于塑性材料的 PVT 关系。
正值表示体积收缩,而负值表示体积膨胀。较大的正值表示体积收缩大,这可能会导致缩痕或空洞。在理想条件下,需要获得均匀的体积收缩。获得均匀的体积收缩要比较小的体积收缩量更为重要。
以下为导致体积收缩不均匀的原因:
•非均匀压力分布
•非均匀温度分布
体积收缩不均匀可导致以下问题:
•零件顶出后出现翘曲。
•如果应力无法转换为变形,则会因产生热量而导致出现残余应力。
X-Y 图结果:
主流道压力图
主流道压力图是主流道压力相对于填充时间的图形。可借助此图来发现填充过程中主流道压力的异常增大情况。通常,主流道压力不会超过被设置为加工条件的最大允许注射压力。如果计算的主流道压力在填充结束前,持续上升到最大允许注射压力,则可能会产生迟滞或短射。
锁模力图
锁模力图是锁模力相对于填充时间的图形。锁模力是确保模具的两部分紧压在一起所需的力。可借助此结果来发现毛边问题。如果计算的锁模力大于机床最大锁模力的 70%,则塑料熔体就有可能被挤出型腔,进而导致出现飞边。
流动速率图
流动速率图是所有浇口的流动速率之和相对于填充时间的图形。如果达到最大值,则流动速率不会增加。

{kind=link}